激光焊接车身
普通的焊接原理其实就是将金属液化,然后冷却后溶为一起。汽车的车身是由上下左右四块钢板焊接而成的,普通的焊接都是点焊,通过一个一个得焊点把钢板连接到一起。

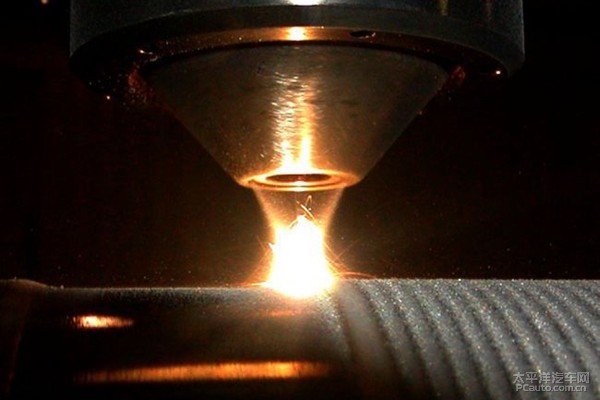
而激光焊接则是物理原理利用激光的高温,将两块钢板内的分子结构打乱,分子重新排列使得两块钢板中的分子溶为一体。实际操作是采用偏光镜反射激光产生的光束,使其集中在聚焦装置产生巨大能量的光束。激光束在聚焦点上的直径为0.2-0.6毫米范围内,可得到超过106-108瓦/平方厘米的光强,焦点接近工件,工件表面达到熔化结合的物理变化。
所以激光焊接是把两块钢板变成了一块钢板,因此相比普通焊接来说,拥有更高的强度。
激光焊接技术有哪些优点?
激光焊接主要有加热范围集中且精确可控、焊接变形小、焊接速度快等特点。激光焊接和常见的电弧焊对比,激光光斑直径可以精确控制,通常照射在材料表面的光斑直径在0.2-0.6mm的范围内,且越靠近光斑中心的位置能量越高(能量从中心到边缘呈指数衰减,即高斯分布),激光焊的焊缝宽度可以控制在2mm以下。而电弧焊的电弧宽度无法精确控制且远远大于激光光斑直径,电弧焊的焊缝宽度也远远大于激光焊,通常在6mm以上。由于激光焊接的能量很集中,从而熔化的材料少,需要的总热量小,因此焊接变形小,焊接速度快。
激光焊接与电阻点焊相比,强度如何?激光焊接的接头是一条细长的连续的直线,而电阻点焊的接头则是一排略微下凹的离散的圆点。如果说激光焊的接头像拉链一样把衣服的两襟连在一起,那电阻点焊的接头就像是扣衣服的扣子。激光焊的焊缝金属是经过快速凝固获得的,其晶粒(金属的基本组成单元,可以理解为金属的细胞)更加细小,有利于提高焊缝金属的强度,因此激光焊焊缝金属的强度要比电阻点焊焊缝金属的强度高一点。同时不要忘了,电阻点焊的接头是一串离散的点,刚才拿焊上的部分去和激光焊比都已经比不过了,而那些没焊上的地方还要“拖后腿”,那平均下来电阻点焊就更加比不过激光焊了。因此,对于相同长度的焊接接头而言,激光焊的强度要高于电阻点焊。

激光焊接头

电阻点焊接头
电阻点焊接头的强度虽然比不过激光焊,但是还是要比金属母材高的,整体焊接车体的最薄弱环节在于母材上的焊接热影响区。也就是说金属母材是最弱环节,因此一旦车身受到强烈的外力时,绝大多数情况下都是金属母材发生破坏,而不是焊接接头。正是由于金属母材这块短板的存在,使得激光焊接的车身和电阻点焊的车身对外表现出来的强度几乎没有区别。因此激光焊接车身在受到外力的影响时并不会比电阻点焊车身更安全。
 粤公网安备 44010602000157号
粤公网安备 44010602000157号